
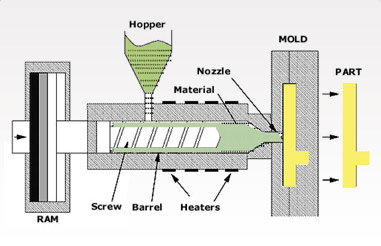
Over the last several years, these articles have addressed many details of design for rapid injection molding, but we've never really looked at the overall process. In its simplest form, the injection molding process works as follows:
Add side-actions and the process gets a little more complicated. If you've already recieved one of our free demo molds, you've seen how a two-part mold with a side-action cam works. If you haven't received one yet, go to our web site to order one. Meanwhile, here's a 3D version:

Figure 2 shows the closed mold. Note that the colors of the mold halves correspond to those in an online ProtoQuote®: green for the cavity or A-side, blue for the core or B-side, and red for side actions.
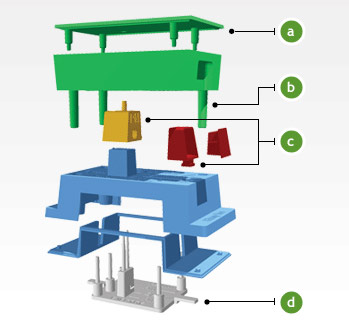
Lift the green A-side mold half (Fig. 3, "a"), and you'll see the yellow injected part with its runner, sprue, and edge gate (all of which will be trimmed off) and the red side-action.
Note the features indicated on the face of the green A-side mold half, particularly the gate, where resin enters the mold cavity, and the drafted sliding shutoffs, which form the outside of the hook on the part (Fig. 3, "b").
Withdraw the red side action (Fig. 3, "c") and note the hole and raised lettering it forms on the side of the part. These are undercuts that could not otherwise be formed in a simple two-part (straight-pull) mold.
Once the mold is fully open the white ejector will rise to push the part off the core on the blue B-side mold half (Fig. 3, "d"). Since the mold halves are normally mounted horizontally in a press, this will cause the part to tumble free from the mold.
Note the features indicated on the face of the blue B-side mold half, particularly the core, which forms the hollow center of the part.